Iranian Classification Society Rules

< Previous | Contents | Next >
Section 2-1 Rolled Steels
201. Application
The requirements in this Section apply to tests and inspection for the approval of manufacturing process of rolled steels (including rolled steel bars, to which Pt 2, Ch 1, Sec 6 of the Rules apply) as specified in Pt 2, Ch 1, Sec 3 of the Rules.
202. Data to be submitted
The following reference data in addition to those specified in 102. are Society.
(1) Kind of products (e.g. steel plate, shaped steel, etc.)
(2) Material grade (e.g. A, D, etc.) and range of thickness
(3) Aim material properties
(A) range of chemical composition and aim analyses, including grain and residual elements, for the various grades of steel; if the range depends on thickness and supply condition, the different ranges appropriate.
to be submitted to the
refining, micro alloying of chemical composition are to be specified, as
(B) Aim maximum carbon equivalent(Ceq.) according to Pt 2 of the Rules. For higher strength
grades with low carbon content C < 0,13 %, aim maximum
Pcm
content
(C) Production statistics of the chemical composition and mechanical properties (TS, YP, EL and
KV). The statistics are intended to demonstrate the capability to manufacture the steel prod- ucts in accordance with the requirements.
(4) Steelmaking
(A) Steel making process and capacity of furnaces or converters
(B) Raw material used
(C) Deoxidation and alloying practice
(D) Desulphurisation and vacuum degassing installation, if any
(E) Casting methods(ingot or continuous casting) : In the case of continuous casting, information relevant to type of casting machine, methods to prevent inclusions and segregation control
etc., is to be provided as appropriate.
(F) Ingot or slab
size and weight
(G) Ingot or slab treatment(scarfing and discarding procedures), etc
(5) Reheating and rolling
(A) Type of furnace and treatment parameters
(B) Rolling reduction ratio of slab/bloom/billet to finished product thickness
(C) Rolling and finishing temperatures
(D) Descaling treatment during rolling
(E) Capacity of the rolling stands
(6) Heat treatment
(A) Type of furnaces, heat treatment parameters and their relevant records
(B) Accuracy and calibration of temperature control devices
(7) For products delivered in the controlled rolling(CR) or thermo-mechanical rolling(TM) condition, the following additional information on the programmed rolling schedules is to be given:
(A) Description of the rolling process
(B) Normalizing temperature, re-crystallization temperature and used to determine them
Ar3
temperature and the methods
(C) Control standards for typical rolling parameters used for the different thickness and grades
of steel (temperature and thickness at the beginning and at the end of the passes, interval between passes, reduction ratio, temperature range and cooling speed of accelerated cooling,
if any) and relevant method of control
(D) Calibration of the control equipment
(8) Recommendations for working and welding in particular for products delivered in the CR or TM
condition
(A) Cold and hot working recommendations if needed in addition to the normal practice used in the shipyards and workshops
(B) Minimum and maximum heat input if different from the ones usually used in the shipyards and workshops (15 - 50 kJ/cm)
Ch 2 Approval of Manufacturing Process Ch 2, Sec 2-1
![]()
203. Approval tests
1. Test samples and specimen
(1) For each grade of steel and for each manufacturing process (e.g. steel making, casting, rolling and condition of supply), test samples are in general to be selected for each kind of product.
(2) Test samples are to be taken in the presence of the Surveyor from the product (plate, flat, sec- tion, bar) corresponding to the top of the ingot, or, in the case of continuous casting, a random
slabs from the ladle of the first heat and the last heat in one casting sequence.
(3) The position of the samples to be taken in the length of the rolled product, "piece" defined in Pt 2, Ch 1, 301. of the Rules (top and/or bottom of the piece) and the direction of the test specimens with respect to the final direction of rolling of the material are indicated in Table
2.2.2. The position of the samples in the width of the product is to be in compliance with Pt 2, Ch 1, 301. of the Rules
(4) Test samples are to be taken from the product with the maximum thickness (dimension) to be
approved. In addition, for initial approval, the Society will require selection of one test product of average thickness.
2. Approval test and acceptance criteria
(1) Approval tests are to be carried out in the presence of the Surveyor at the manufacturing plant and approval test items are to be as given in Table 2.2.1
(2) Test methods and acceptance criteria are to be as given in Table 2.2.2. However, where ac-
cordance with these requirements are difficult, decisions are left to the discretion of the Society.
3. Weldability test
(1) Preparation of the test assemblies
Welded joints tests are to be carried out on samples of the thickest plate.
(A) 1 butt weld test assembly welded with a heat input approximately 15 kJ/cm
(B) 1 butt weld test assembly welded with a heat input approximately 50 kJ/cm
(2) Welding of the test assemblies
(A) The butt weld test assemblies are to be prepared with the weld seam transverse to the plate rolling direction, so that impact specimens will result in the longitudinal direction.
(B) The bevel preparation should be preferably or .
(C) The welding procedure should be as far as possible in accordance with the normal welding practice used at the yards for the type of steel in question. The welding parameters includ- ing consumables designation and diameter, pre-heating temperatures, inter-pass temperatures, heat input, number of passes, etc. are to be reported.
(3) Type of tests and acceptance criteria
Kinds of tests, test methods and acceptance criteria are to be as given in Table 2.2.3.
(4) Other tests
Additional tests such as cold cracking tests (CTS, Cruciform, Implant, Tekken, Bead-on plate), CTOD, or other tests may be required in the case of when deemed necessary by the Society.
4. In addition to those specified in 105. 1 a reduction of the indicated number of casts, steel plate thicknesses and grades to be tested or complete suppression of the approval tests may be consid- ered subject to the approval by the Society on the basis of the preliminary information submitted by the manufacturer in case any of the following (1) or (5) is relevant. On the other hand, an in- crease of the number of casts and thicknesses to be tested may be required in the case of newly developed types of steel or manufacturing processes.
(1) Approval for any grade of steel also covers approval for any lower grade(impact test temper- ature) in the same strength level, provided that the method of manufacture and condition of supply are similar.
(2) For higher tensile steels, approval of one strength level covers the approval of the strength level immediately below, provided the steelmaking process, deoxidation and fine grain practice, casting method and condition of supply are similar.
(3) Change of the approval conditions.
(4) Grades of steel to be approved and availability of long term statistic results of chemical and mechanical properties
Ch 2 Approval of Manufacturing Process Ch 2, Sec 2-1
![]()
![]()
Table 2.2.1 Approval Test Items for Rolled Steels
Kinds | grade | Base metal test | Brittle fracture test | WeldabiIity test | Other test | |||||||||||||||||||
⒜ | ⒝ | ⒞ | ⒟ | ⒠ | ⒡ | ⒢ | ⒣ | ⒤ | ⒥ | ⒦ | ⒧ | ⒨ | ⒩ | ⒪ | ⒫ | ⒬ | ⒭ | ⒮ | ⒯ | ⒰ | ⒱ | |||
Rolled steel for hull | A, B | ○ | ○ | ○ | ○ | ○ | ○ | |||||||||||||||||
D | ○ | ○ | ○ | ○ | ○ | ○ | ○ | |||||||||||||||||
E | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ||||||||||||
AH32, AH36, AH40 DH 32, D H 36, DH 40 | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | |||||||||||||
EH32, EH36, EH40 FH32, FH36, FH40 | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ||||||||||||
High strength quenched and tempered steels for welded structures | AH43~FH70 | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | |||||||||
Rolled steels for low temp. service | RL24A~RL9N 60 | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | |||||||||
Rolled steel for boilers | RSP42~RSP49A | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | |||||||||||||
Rolled steels for pressure vessels | RPV24~RPV50 | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | |||||||||||||
Round bars for chain | RSBC31~RSBC 70 | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | |||||||||||||||
RSBC R3, RSBC R3S RSBCR4, RSB C R 4S RSB CR5 | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ||||||||||||
Rolled steels bar for boilers | RSB42~RSB46 | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ||||||||||||||||
Rolled and forged steel carbon bars | RSF400~RSF760 | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ||||||||||||||||
Rolled and forged steel low alloy steel bars | RSF600A~RSF1100A | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ||||||||||||||||
Rolled stainless steels | RSTS304~RSTS347 | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ||||||||||||||
Stainless clad steel plates | Base metal | A~E | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ○ | ||||||||||
Clad metal | RSTS304~ RSTS347 | |||||||||||||||||||||||
Notes (1) Where thermo-mechanical controlled processing(TMCP) is performed, tensile test after stress relieving is required in addition to those tests given in table. (2) For steel materials with consideration against through thickness properties as specified in Pt 2, Ch 1. of the Rules, the tensile test of through thickness direction, microscopic examination for non-metallic inclusions, ultrasonic test are re- quired in addition to those tests given in table. (3) For steels other than steel plates, the strain ageing Charpy impact test, NRL drop weight test and CTOD test are not required, unless otherwise specified. However, where cast piece from the continuous casting method is used, the mac- ro- structure of the cast piece and sulphur print test may be required. (4) The CTOD test, high temperature tension test and creep test as specified in the Table are performed for the purpose of evaluating low temperature toughness and high temperature characteristics, and these tests may be omitted in case appro- priate records prepared by the manufacturer are available or in case the Society deems the test unnecessary. (5) Additional tests such as large scale brittle fracture tests (Double Tension test, ESSO test, Deep Notch test, etc.) or other tests may be required when deemed necessary by the Society. (6) Kind of test ⒜ Chemical analysis ⒝ Sulphur print ⒞ Micro structure ⒟ Macro structure ⒠ Ferrite grain size ⒡ Hardness test ⒢ Tensile test ⒣ Bend test ⒤ Shearing strength test ⒥ Charpy impact test ⒦ Strain charpy impact test ⒧ Hydrogen embrittlement test ⒨ CTOD test ⒩ NRL drop weight test ⒪ Weldment tensile test ⒫ Weldment impact test ⒬ Max. hardness test ⒭ Macro structure ⒮ High temp. tensile test ⒯ Creep test ⒰ Corrosion test ⒱ Ultrasonic test | ||||||||||||||||||||||||
Ch 2 Approval of Manufacturing Process Ch 2, Sec 2-1
![]()
Table 2.2.1 Approval Test Items for Rolled Steels (continued)
(7) Approval of manufacturing process of rolled bar for offshore chin is to comply with the following requirements.
(a) If a chain manufacturer wishes to use material from a number of suppliers, separate approval tests must be carried out for each supplier.
(b) Approval will be given only after successful approval of manufacturing process of testing of the completed chain. The approval will normally be limited to a thickness equal to that of the bars tested. up to the maximum diameter equal to that of the chain diameter tested. The rolling reduction ratio is to be recorded and is to be at least 5:1. The rolling reduction ratio used in production can be higher, but should not be lower than that qualified.
(c) A heat treatment sensitivity study simulating chain production conditions shall be applied in order to verify mechanical properties and establish limits for temperature and time combinations. All test details and results are to be submitted to the Society.
![]()
(d) The bar manufacturer is to provide evidence that the manufacturing process produces material that is resistant to strain ageing, temper embrittlement and all test details and results are to be submitted to the Society.
Ch 2 Approval of Manufacturing Process Ch 2, Sec 2-1
![]()
![]()
Table 2.2.2 Test Items and Selection of Test Specimens
Approval test items | Position of the Sample | Direction of the test specimens | Approval Testing method | acceptance criteria | |
Base metal test | Chemical analysis | T(Top) | - | KS D 0228 or equivalent method. Ladle analysis and production analysis(from the ten- sile test specimens) are to be performed for C, Si, Mn, P, S and other elements as deemed necessary. | The chemical composition by ladle analysis is to comply with the requirements in Pt2, Ch1, Sec3 of the Rules. Excess difference in the chemical compositions be- tween melt analysis and product analysis is not to be accepted. |
Sulphur print | T | T (Transverse) | KS D 0226 or equivalent method. Length is to be greater than 600 mm (cross section in the case of cast piece) | Segregation, etc, deemed to have negative effect are not to be present | |
Microscopic exam. for non-metallic inclusion | T | T | KS D 0204 or equivalent method. | Acceptance criteria is the reference. | |
Macro structure | T | T | KS D 0204 or equivalent method. | ||
Micro structure | T | - | Microscopic photographs (approx. 100x) of base metal, joining part and cladding metal are to be taken | ||
Ferrite grain size | T | KS D 0205 or equivalent method. Magnification of microscopic photographs are to be as a rule 100x. | |||
Hardness test | T | - | In accordance with Pt 2 of the Rules. Hardness distribution in the thickness direc- tion is to be measured in the case of stain- less clad steel. | To meet the requirements in Pt 2, Ch 1, Sec 3 of the Rules, to be as appropriate by the Society. | |
Tensile test | T | T | In accordance with Pt 2 of the Rules. | To meet the requirements in Pt 2, Ch 1, Sec 3 of the Rules. | |
B (Bottom) | T | ||||
Tensile test of through thickness direction | T | thickness direction | In accordance with Pt 2 of the Rules | To meet the requirements in Pt 2, Ch 1, Sec 3 of the Rules | |
B | |||||
Tensile test (stress relieved) | T | T | Tensile test after stress relieving at 600℃(2 min/mm with minimum 1 hour holding) | Acceptance criteria is the reference. | |
B | T | ||||
Bend test | B | T | In accordance with Pt 2 of the Rules. However, in case of not being prescribed in the Pt 2, bend test is to be in accordance with recognized national or international standard which the Society considers appropriate. | Defects etc, deemed to have negative effect are not to be present | |
Shearing strength test | T | - | In accordance with Pt 2 of the Rules | To meet the requirements in Pt 2, Ch 1, Sec 3 of the Rules | |
B | |||||
V-notch Charpy impact test | T | P (Parallel) | Using R4 test specimen, the transition tem- perature curve of the absorbed energy and fracture surface ratio is to be determined by testing three pieces at each temperature. (also the lateral expansion to be reported.) Furthermore, the test temperature is to include the temperature as specified in Pt 2 of the Rules, and its interval is to be 10~20°C V-notch Charpy impact test specimens for stainless clad steels are to be taken from | To meet the requirements in Pt 2 of the Rules. Others are the reference. | |
T | |||||
B | P | ||||
Strain ageing V-notch charpy impact test | T | P | Same as V-notch Charpy impact test. However The test specimens which have been maintained for one hour at 250°C after strain of 5 % have been applied is, as a rule, to be used. | Acceptance criteria is the reference. | |
Hydrogen embrittlement test | T | P | In accordance with Pt 2, Ch 1, Sec 3 of the Rules | To meet the requirements in Pt 2, Ch 1, Sec 3 of the Rules | |
B | P | ||||
Ch 2 Approval of Manufacturing Process Ch 2, Sec 2-1
![]()
![]()
Table 2.2.2 Test Items and Selection of Test Specimens (continued)
Approval test items | Position of the Sample | Direction of the test specimens | Approval Testing method | acceptance criteria | |
Brittle fracture test | CTOD test | T | P | BS 7448 or equivalent. To be consulted with the Society the dimension of test specimen, test condition, etc, when newly performing tests at the time of approval. | Acceptance criteria is the reference. |
NRL drop weight test | T | P | ASTM E 208 or equivalent method. The NDTT(Non- Ductility transition temperature) is to be determined and photographs of the tested specimens are to be taken and enclosed with the test report. | Acceptance criteria is the reference. However no fracture to be occurred at the impact test temperature specified in Pt 2 of the Rules. | |
Weldability test | Weldment tensile test | T | T(to the welding direction) | in accordance with the test method described in below 203. 3 | in accordance with the test method described in below 203. 3 |
Weldment impact test | T | ||||
Maximum hardness test | T | - | |||
Macro structure | T | - | |||
High temp. characterist ics tests | High temp. tensile test | T | P | KS D0026(High temp. tensile test), KS B 0814(Creep test) or equivalent.. To be consulted with the Society on the dimension of test speci- men, test condition etc, when newly performing tests at the time of Approval. | Acceptance criteria is the reference. |
Creep test | T | P | |||
Corrosion resistance test | Corrosion test | T | - | KS D 0220, KS D 0221 and KS D 0222 or equivalent method. | Acceptance criteria is the reference. |
Non- destructive test | Ultrasonic test | All surface | - | KS D 0234(Clad Steels), KS D 0233(Steels with through thickness property), KS D 0248(Bars for chains) or equivalent method. | Clad Steels to be met the re- quirements of class 1 of KS D 0234. Others to be free from any defects deemed to have negative effect. |
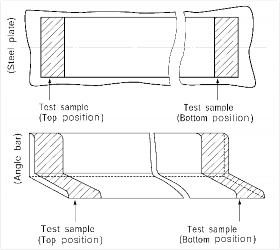
Notes (1) The followings can be shown the example of the position (Top and Bottom) where the test samples are detached
(2) For rolled steels for hull, the content of the following elements is to be checked: C, Mn, Si, P, S, Ni, Cr, Mo, Al, N, Nb, V, Cu, As, Sn, Ti and, for steel manufactured from electric or open-hearth furnace, Sb and B. (3) For thick products in general at least three examinations are to be made at surface, one quarter and mid-thickness of the product. (4) Longitudinal direction for sections and plates having width less than 600 mm. (5) In case of tensile test specimens of bar steels taken from steels over 40 mm in thickness, test specimens are to be taken at the middle of thickness and in accordance with the requirements of Part 2 of the Rules. | |||||
Ch 2 Approval of Manufacturing Process Ch 2, Sec 2-1
![]()
Table 2.2.2 Test Items and Selection of Test Specimens (continued)
(6) For plates made from hot rolled strip one additional tensile specimen is to be taken from the middle of the strip con- stituting the coil.
(7) Only for TMCP steels, or when deemed necessary by the Society.
(8) Not required for sections and plates having width less than 600 mm.
(9) For plates made from hot rolled strip one additional set of impact specimens is to be taken from the middle of the strip constituting the coil.
(10) For plates having thickness higher than 40 mm one additional set of impact specimens is to be taken with the axis lo- cated at mid-thickness.
(11) Impact test temperature of hull steels are as bellows ;
Grades | Direction | Test temp.(℃) | |||
A, B , AH 32, AH 36, AH 40 | longitudinal | +20 | 0 | -20 | - |
D , DH 32, DH 36, DH 40 | 0 | -20 | -40 | - | |
E, EH 32, EH 36, EH 40 | 0 | -20 | -40 | -60 | |
FH 32, FH 36, FH 40 | -20 | -40 | -60 | -80 | |
A, B , AH 32, AH 36, AH 40 | Transverse | +20 | 0 | -20 | - |
D , DH 32, DH 36, DH 40 | 0 | -20 | -40 | - | |
E, E H 32, EH 36, EH 40 | -20 | -40 | -60 | - | |
FH 32, FH 36, FH 40 | -40 | -60 | -80 | - | |
(12) Strain ageing charpy impact test temperature of hull steels are as bellows;
Grades | Test temperature(℃) | ||
AH 32, AH 36, AH 40 | +20 | 0 | -20 |
D, DH 32, DH 36, DH 40 | 0 | -20 | -40 |
E, EH 32, EH 36, EH 40 | -20 | -40 | -60 |
FH 32, FH 36, FH 40 | -40 | -60 | -80 |
Table 2.2.3 Weldability test Items, test methods and acceptance criteria
Test items | Direction of the test specimens | Test method | Acceptance criteria |
Tensile test | T (Transverse) | In accordance with Pt 2 of the Rules | To meet the requirements in Pt 2, Ch 2, Sec 4 of the Rules |
Charpy V-notch Impact test | T | (a) A set of 3 Charpy V-notch impact specimens transverse to the weld with the notch located at the fusion line and at a distance 2, 5 and minimum 20 mm from the fusion line. (b) The fusion boundary is to be identified by etching the specimens with a suitable reagent. | To meet the requirements in Pt 2, Ch 1, Sec 3, Table 2.1.7 of the Rules. |
Maximum hardness tests | - | Hardness tests Hv 5 across the weldment. The indentations are to be made along a 1 mm transverse line beneath the plate surface on both the face side and the root side of the weld as follows: - Fusion line - HAZ : at each 0,7 mm from fusion line into unaffected base material (6 to 7 minimum measurements for each HAZ) | The maximum hardness value should not be higher than 350 . |
Macro structure tests | T | A sketch of the weld joint depicting groove dimensions, number of passes, hardness indentations should be attached to the test report together with photo- macrographs of the weld cross section. | To be free from crack, in- complete penetration, lack of fusion, other harmful defects |
Guidance for Approval of Manufacturing Process and Type Approval, Etc. 2015 13
![]()
Ch 2 Approval of Manufacturing Process Ch 2, Sec 2-1
![]()
5. In case of multi-source slabs or changing of slab manufacturer, the rolled steel manufacturer is re- quired to obtain the approval of the manufacturing process of rolled steels using the slabs from each slab manufacturer and to conduct approval tests in accordance with 2 and 3 above. A reduc- tion or complete suppression of the approval tests may considered by the Society taking into ac- count previous approval as follows:
(1) the rolled steel manufacturer has already been approved for the manufacturing process using oth- er semi finished products characterized by the same thickness, steel grade, grain refining and micro- alloying elements, steel making and casting process;
(2) the semi finished products manufacturer has been approved for the complete manufacturing proc- ess with the same conditions (steelmaking, casting, rolling and heat treatment) for the same steel
types.
204. Changes in the manufacturing process
In addition to those specified in 107., the manufacturer has to submit to the Society the documents together with the request of changing the approval conditions, in the case of the followings:
(1) Change of the manufacturing process (steel making, casting, rolling and heat treatment)
(2) Change of the maximum thickness (dimension)
(3) Change of
the chemical composition, added element, etc.
(4) Subcontracting the rolling and heat treatment, etc.
(5) Use of the slabs, blooms and billets manufactured by companies other than the ones verified in the approval tests.
205. Dealing after approval
Rolled steels which conform to the requirements in this Section are to be dealt with as [an ap- proved case] in the requirements in Pt 2, Ch 1, 201. 3 (2) of the Rules, unless otherwise specified by the Society. The manufacturer can detached the test samples from material without being stamp- ed by the Surveyor.
14 Guidance for Approval of Manufacturing Process and Type Approval, Etc. 2015
Ch 2 Approval of Manufacturing Process Ch 2, Sec 2-2
![]()